| |
|
|
| |
��ѹ�ܷ⼼��ʵʩ�����ڽ���й©״̬�½��е�Ӧ��������ҵ��ʩ�����̲����漰��ͬ������ǧ����й©��λ��������������Ծ��幤��������ͨ����������ѧ��������ѧ��������ѧ�����ݿ�ѧ����е��ѧ��ѧ��֪ʶ���ۺ����÷��Ӽ���Ч�á�����ʩ����ҵ������й©��λ�ֳ����⡢й©ȱ�ݳߴ�������ܷ�ʩ���������ܷ��ѡ�ü������������á����й©��λ���幤�������ܹ�����ݵ�ʵ�����ܷ⡣רҵ��ѹ�ܷ���߳�Ӧ�����������֪ʶ�ͻ���ʩ�������淶�⣬����Ҫ�߱�һ�����ܷ�ʩ�����ɡ��ֽ�Ϲ���ʵ�ʣ�������ذ������ܷ�ʩ��������
|
|
| |
һ����������ע���ܷⷨ
��һ����Ӧ��Χ��ʩ������
�����ܷ��淢���������й©��ͨ�����üо߷��ܷ�ʩ����ʵʩ������Ҫ�������оߣ������������ڻ�����״���о�����ܲ���ݣ��ֽ��ܽ�Ϊ�����ܷ�ʩ��������
1. ��Ӧ��Χ
��1����ӦԲ�Ρ���Բ�Ρ����μ�������������״�����ܷ���й©�ܷ⣻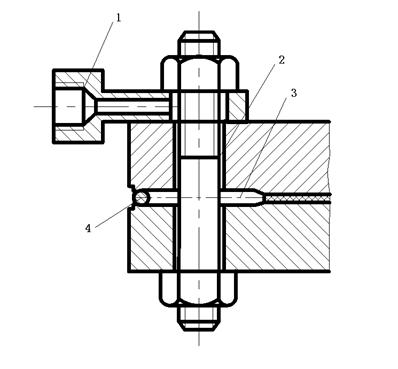
��2������й©ϵͳ�¶ȴ�-180�桫800�棬ѹ����-0.1MPa��20MPa��
��3��й©�������Ӽ�϶��10mm��
2. ʩ������
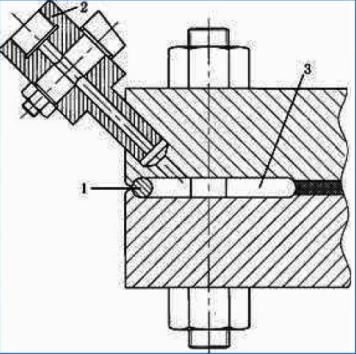
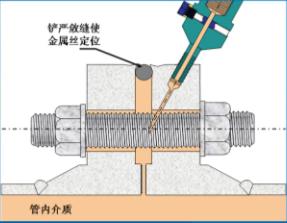
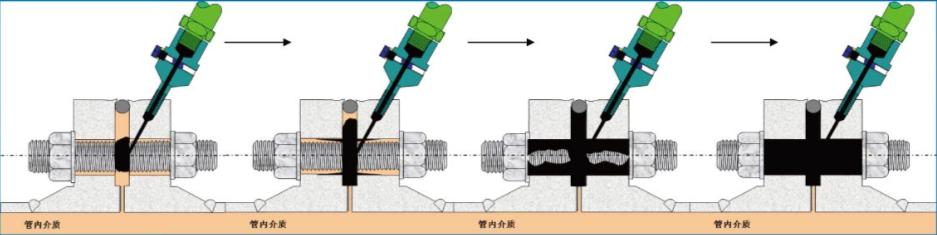
��1��й©�������Ӽ�϶Ƕ������ֱ���ߴ�Ľ���˿�������������赲�����ܷ�ǻע���ܷ�ע������й©��
��2��й©����ֱ���ߴ�ϴ��Ҿֲ�й©ʱ���ɲ��þֲ��ܷⷨ������
��3��й©ϵͳѹ����2MPa��ͨ���ݿ�ע����ͷ������˨���ݿļ�϶ע���ܷ�ʩ��������˿Χ���ݿ�ע����ͼ��ʾ��
ͭ˿����Χ�·�ʾ��ͼ
1-�ݿ�ע����ͷ��2-ע��ͨ����3-�ܷ��ǻ��4-����˿ |
|
| |
| |
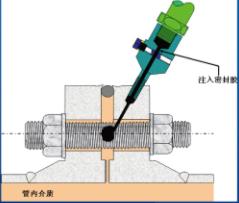
4����ϵͳѹ����2MPaʱ��Ӧ�ɷ����������Ե��ס���˿����װע����ע��������˿Χ�·������ע����ͼ2��ʾ�� |
|
| |
ͭ˿����Χ�·�ʾ��ͼ
1-����˿��2-ע����������3-�ܷ��ǻ��4-����
|
|
|
| |
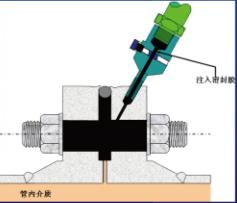
��5��Ӧ�þֲ����ܷ⣬��Ҫ��ȡ�˲��ܷ���ǿ��ʩ���Է��ܷ�ע���ɶ˲��������� |
|
| |
������ʩ���������� |
|
| |
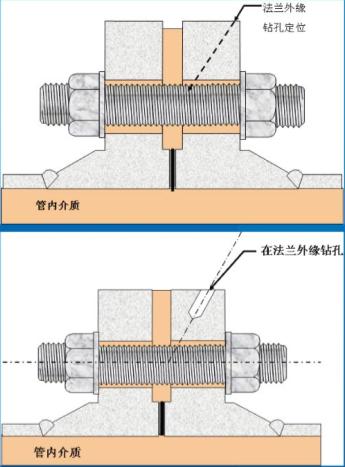
1. �ɷ�����Ե�������ʵ�λ�ã�б�������Ӽ�϶�������˿����װע��������ͼ3��ʾ�� |
|
| |

ͼ3 ������Ե���˿���װע���� |
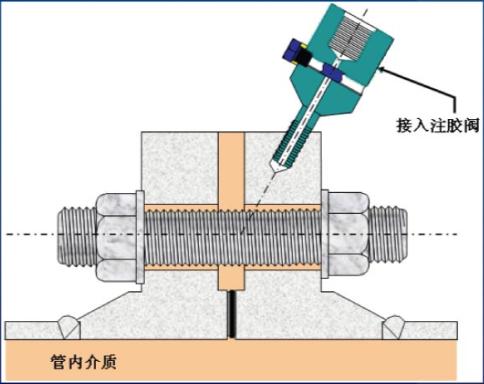
��3�� |
|
| |
2. ͨ��ע����ֱ�Է������Ӽ�϶���� 4��ͷ��ͨʣ�����������ʡ���ͼ4 |
|
| |

ͼ4 ͨ��ע������ͨʣ��ں��������� |
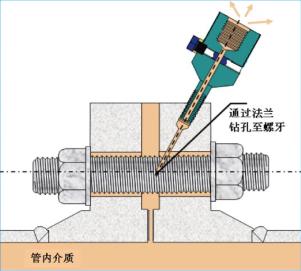
(4) |
|
| |
3. �������Ӽ�϶Ƕ������ֱ���ߴ�Ľ���˿����ͼ5�� |
|
| |

ͼ5 ������϶Ƕ�����˿ |
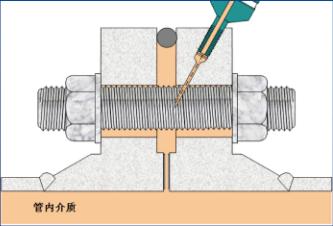
(5) |
|
| |
4. ���ͷ���������ܲ�������ѹϵͳ��������Ե�ڱ߽ǣ������赲����˿����ͼ6�� |
|
| |

ͼ6 ���ܲ���ʩ������ |
(6) |
|
| |
5. �ر���ʼע����ע����������ע��ǹ��ע���ܷ��ֱ������й©����ͼ7�� |
|
| |

ͼ7 ע������ |
(7-1) |
(7-2) |
|
| |
�������ܷ�ע����ѡ�� |
|
| |
һ���ܷ�ע���������ص�
1. Txy-8#�ܷ�ע�������ص�
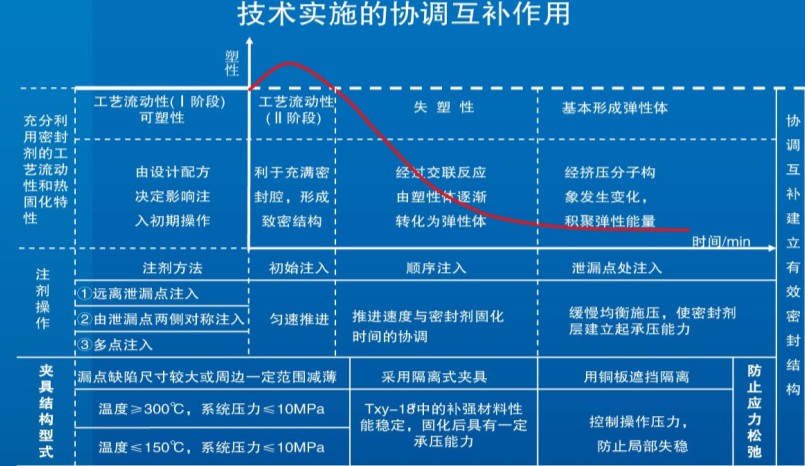
��1���̻����̣��������õ�ע�乤�������Ժͽ�ǿ�Ļ�ѧ�ȶ��ԣ���Ӧ���ʷ�Χ�㷺��
��2������һ��������ǿ�Ⱥ͵��������ԣ�����-180�������±������õĿ�ģ���ԡ�
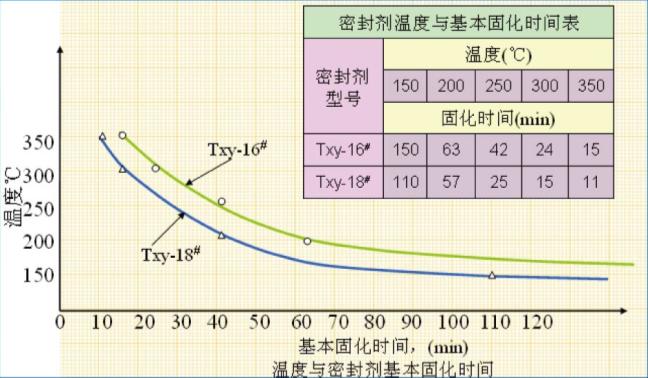
2. Txy-18#��Txy-16#�ܷ�ע�������ص�
��1��Txy-18#��Txy-16#�ܷ�ע���������� |
|
| |
|
|
| |
��2�������ص�
Txy-18#�ܷ�ע����Ӧ���ʷ�Χ�㷺���Ƽ��䷽�к��赲���ϣ��ܽϿ�Ľ������ѹ������Txy-16#�ܷ�������ӳ�������ϵ��ע������ܱ��ֽϺõ����Ժ��������ԡ�
�����ܷ�ע���Թ�������Ӧ��
��1��Txy-8#��Ӧ�¶�-180�桫260��ĸ��ֽ���й©�ܷ⣻
��2��Txy-16#��Ӧ�¶�100�桫600�棬�������õ�ע�乤�������ԣ�������ע��ͨ����С����β�עʱʹ�ã�
��3��Txy-18#�����¶�100�桫800�棬ϵͳѹ���ߣ�й©���صIJ�λ��
�����ܷ�ע����ѡ��ԭ��
����й©ϵͳ�¶ȡ�й©�������ʼ�й©״��ѡ�� |
|
| |
���ģ��ֲ��ܷ�ʩ������ |
|
| |
�����⾶���� 600�ֲ�й©ʱ���ɲ��þֲ��ܷⷨʩ����
һ���ֲ��ܷ��ѹ������سߴ�ȷ��
1. ����˿�ߴ�
 ��1������˿ֱ���Դ���й©�������Ӽ�϶�� ��1������˿ֱ���Դ���й©�������Ӽ�϶��
��2������˿������й©ȱ�ݱ�Ե��������ӳ�1��2��������˨����Ļ���ȷ����
��3������˿�˲���˷��ѹ���������Ƴɳ����ν��档
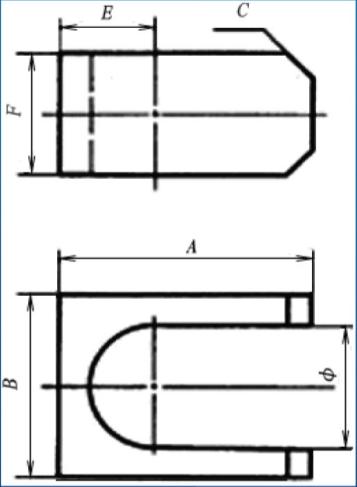
2.�˷����ʽ����سߴ�
��1���˷����ʽ����ͼ��
��2����سߴ�ȷ��
�˷����F = �������Ӽ�϶-0.1mm��
�˷�峤��A=������Ե���ܷ�����-0.95������˿�˲����澶��߳���
ȱ�ڳߴ� =�����ݿ�ֱ��+1.5mm��
ȱ�����Ķ�λ�ߴ�E=��D-K��/2-����˿���澶��߳���
D-й©�����⾶��
K-����������˨������Բֱ����
�˷�����B= +2����15��20��
����ע������
��1��������˷������ע������ʼע�룬�����߽��赲��
��2������Գ�˳�����м��ƽ���
��3�������ƽ��ٶ����ܷ���̻�ʱ��Э������ֹ�ܷ���Ӷ˲���������ע�뵽й©����ϵͳ��
��4��ϵͳ�¶Ƚϵͻ����������ܷ����Ҫ��������ʩѹ��
��5��ע�ⲹעѹ������ֹ����Ӧ���ɳڡ� |
|
| |
����ע���������ܷ�ǻ�ڶ�̬�仯
ע�������ܷ�ǻ�����仯
|
|
| |
���壩�����ص� |
|
| |
1. �����ڲ�ͬ��ʽ�����ܷ���й©�ܷ⣬�Ҳ��ܷ��������ں�ƫ��Ӱ�죻
2. ʩ������ݣ�����Ҫ�������оߣ�
3. ������ע���������룬���ڿ���ע���ƽ��ٶȺ��ܷ���̻�ʱ��Э����
4. ���������ע����������������ҵ�ɹ��ʡ� |
|
| |
�������о߷��ܷ�ʩ�� |
|
| |
��һ��й©�豸����λ |
|
| |
1. й©�豸�������ϳ���
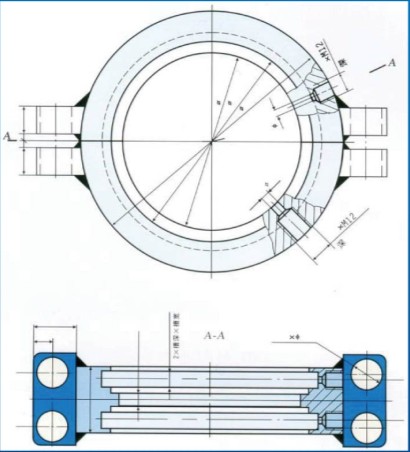
2. й©��λ���ϳ�����ͷ�����ܷ���й©��й©��λ�ܷ�ṹ��ͼ1��

ͼ1 �豸й©��λ�ܷ�ṹ |
|
| |
������й©��λ��سߴ� |
|
| |
1. й©�����⾶���ϡ��·���ֱ����Ϊ 2920��
2. �������Ӽ�϶�����ļ�϶Ϊ10mm����С��϶Ϊ8mm��
3. ������Ե����˨���룺��С����Ϊ15 mm��
4. ������ȣ��Ϸ���160 mm���·���130 mm��
5. ������˨���������84��M30˫ͷ��˨��
6. ����������������� ���ֲ����ڣ�������Ϊ1.5mm�� |
|
| |
������й©���ʲ��� |
|
| |
й©���ʲ������±���
й©���ʲ�����
�������� |
ϵͳѹ��/MPa |
ϵͳ�¶�/�� |
����������������������ý |
0.2 |
90��180 |
|
|
| |
���ģ��ܷⷽ�� |
|
| |
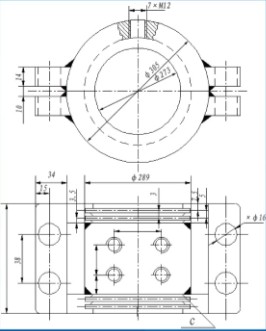
1. ���ü��о߷��ܷ�
��1���о߽ṹ��ʽ���øְ�����ƴ���ɼ������о�
��2��ǿ�ȼ���
|
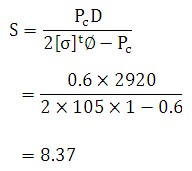
|
| |
ʽ�У�S���оߺ�ȣ�mm��
D���о��ھ���D=2920 mm��
Pc�����ѹ����Pc = 0.2 + 0.4 = 0.6 MPa��
[��]t���о߲�������Ӧ����[��]t= 105 MPa��
������ϵ���� =1�� |
|
| |
��3�������
�ٲ��ÿ���50mm�����Ϊ8mm�ְ����ƣ�
�ڲ�ǿ��ʩ���������в�������Ȧƴ�� 8�ֽǿ��
��ע���״�����M12��ĸ��ǿ��
���о߲������ʷ֣���ʹ�����������ȣ�
��������20mm��
�ۼо�ʾ��ͼ |
|
| |
1-ע���ף�2-�о߱��壻3-�о����Ӷ���
���ʷּо�ʾ��ͼ |
|
| |
2. �ܷ��ѡ�ü���������
(1)�ܷ����ѡ��;
�ܷ�����¶ȱ仯�ܷ�ṹ�������Ͳ��죬Ӱ���ܷ�Ч����Ϊ���ڲ�ע��ѡ��Txy-8#�ܷ����
(2)��������
Լ���ܷ�ע��34kg�� |
|
| |
(��) �ܷ�Ч����Э���������� |
|
| |
1.�ܷ�Ч��������ͼ�����ע��������������飬�ܷ�Ч�����á� |
|
| |


|
|
| |
2.���������벹����ʩ
Ӱ�칤������������ |
������ʩ |
��Ҫ���� |
��������Ӱ�� |
�о߲�ǿ��ʩ |
�ܷ��ѡ�� |
ע������ |
�о�ǿ��ԣ������ |
����������ǿ��Ӱ��ṹ�ȶ� |
ƴ����ǿ��������ĸ���������ʷ� |
TXY-8#��ʼע��ѹ���� |
���Ƽ�ѹ�����ٶ� |
ϵͳ�¶ȱ仯90�桫180�� |
��������ϵ����ͬӰ���ܷ�Ч�� |
�¶ȱ仯�����в�ע |
TXY-8#�̻����̣����ڲ�ע |
����ʩѹ���ж��β�ע |
|
|
| |
�����Ľ��ͼо��ܷ�ʩ���е�Ӧ�� |
|
| |
��һ��й©��λ��״�� |
|
| |
1. й©��λ����¯��ˮ���ñó���DN150����
2. й©��λ״��������ͼ�� |
|
| |
 |
|
| |
������й©���ʲ���
�������� |
ϵͳѹ��/MPa |
ϵͳ�¶�/�� |
�����ص� |
��ˮ |
22 |
150 |
��º��γ�ä���¶�150������� |
|
|
| |
�������ܷ�ʩ������ |
|
| |
 1. �о���ʽ�����軷��ǻ�ܷ���ǿ�η����оߡ� 1. �о���ʽ�����軷��ǻ�ܷ���ǿ�η����оߡ�
2. �ܷ��ѡ�ã�ѡ���ܽϿ콨�����ѹ������Txy-18#�ܷ�ע����
3. ע����������
��1���м�ǻ�������·�����Ե����ǻע��������Ե�赲��
��2�������ܷ���Ĺ̻����Կ���ע���ƽ��ٶȡ�
���ģ���²�������
1.�о߸�ע����װ��ע��������װ�оߣ��о߰�װ�����������ͼ��
2.�����ܷ�ǻע��������������£����Ե����ǻע���ܷ����
3.�����涨������ע��������ѹʵ���ܷ�������̻���עѹ����
4. ������Ե�赲���м��ܷ�ǻע���ܷ����
|
|
| |
|
|
| |
���壩���ܷ��ѹ���� |
|
| |
��Զ����й©��λ��ʼ˳��ע�룬������й©�㿿����
1.��ʼע���ƽ�����
��1��ע���ƽ�Ħ��������
��2��й©���ʲ�����������
2.�������״��
��1����ʼע���ܷ����ע���������ƶ���
��2������ע�룬�ܷ�����ǻ�ڲ��ƶ���
��3���ƽ��������ӣ��������γ��������壻
��4�������Ե����Ȼ�ƽ����档
3. ˳��ע���ܷ�ǻѹ���仯
�ܷ�ǻѹ���仯������ͼ�� |
|
| |
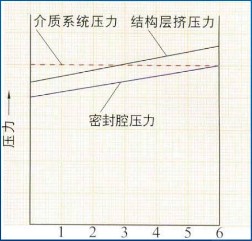
ע��˳����ѹ���仯 |

ע��ѹ���仯ʾ�� |
|
| |
4. ��Ч�ܷ��ѹ����
��1������ע���ܷ�ǻѹ��=ϵͳѹ����
��2������ʩѹ����ѹ���ݣ����۵���������й©����ֹ��
��3������ѹ����˳��עѹ������ֹ����Ӧ���ɳڡ�
��ɷ�º�����������ͼ��ʾ�� |
 |
|
| |
�ġ�THFװ�ü��¼�ѹϵͳй©�ܷ� |
|
| |
��һ��й©��λ��״��
����ƽ�Ƿ���й©��й©״����ͼ1��

������й©���ʲ���
�������� |
ϵͳ�¶�/�� |
ϵͳѹ��/MPa |
����kcal/kg |
���� |
241 |
3.5 |
669.3 |
�������ܷ�ʩ��
ע��������ͼ2����ɷ�������ͼ3�� |
|
| |

ͼ2�ܷ�ע������

ͼ3������Ͷ������
|
|
| |
�塢���ӱ�ͪװ��й©
|
|
| |
��һ�������E-1021�������ܷ�
й©״������ͼ1��
���������ʲ���
�������� |
ϵͳ�¶�/�� |
ϵͳѹ��/MPa |
���� |
252 |
4.2 |
|
|
| |
�������ܷ�ʩ��
1.�о߰�װ����������ͼ2��
2. �ܷ�ʩ��ע����������ͼ3�� |
|
| |
ͼ1�����E-1021������ ͼ2�о߰�װ���ֳ����
4.2MPa����й©

ͼ3��ҵ��Ա����ע����� |
|
| |
�ܵ�й©�ܷ� |
|
| |
һ���쾶�ܺ���й©�ܷ� |
|
| |
��һ��й©��λ��״��
1. й©��λ���쾶�ܵ����Ӵ�й©��
2. й©״��������й©��������ء�
������й©���ʲ�������������
���ʲ�����
�������� |
ϵͳ�¶�/�� |
ϵͳѹ��/MPa |
���� |
180 |
0.9 |
|
|
| |
|
| |
�������ܷ�ʩ������
1.�о߽ṹ��ʽ
й©ȱ�ݳߴ缰�ܷ�ǻ���������軷��ǻ����ʽ�оߡ�
�о߽ṹ��ʽͼ |
|
| |
2. ע������
��1����Զ��й©��Ļ���ǻע���ܷ����ֱ������ѹʵ��
��2������й©���Ļ���ǻע�룻
��3������ǻ���ע�����мо߽�ϴ��ܷ�ǻע���ܷ⣬����ͼ��

�ܷ�ʩ�����ֳ�ͼ |
|
| |
�����ڵ����뷨�����쾶��ͨй©
1.й©װ�ã���˿װ��
2.й©��λ���쾶��ͨ���켰������й©
3.й©���ʲ������ܷ��ѡ�ã����±��� |
|
| |
���ʲ�����
�������� |
ϵͳѹ��/MPa |
�¶�/�� |
�ܷ��ѡ�� |
���������� |
1.0 |
150 |
TXY-8# |
|
|
| |
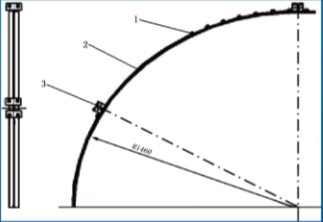
4.й©��´�������
��1��й©��ͨ����1150mm�ķ�Χ�ھ�������
��2�������ڵ�����ʽ�쾶��ͨ�оߣ�����й©��λ��
��3���о߽�����þ��ķ���ϩ���ܷ⡣ |
|
| |
5.��º��������
��1��Ͷ���������豸����������䣬δ�ٷ���й©��
��2������״������ͼ�� |
|
| |
���������ܷⷨӦ�ð���
(һ) й©��λ��״��
1. й©��λ�� 273��Ȼ�����³���ܵ�й©��
2. й©״�����ܵ����й©�����л������ƣ�й©״����ͼʾ��

�ܵ��ֲ�й©״�� |
|
| |
(��) й©���ʲ���
й©���ʲ������������������±��� |
|
| |
���ʲ�����
�������� |
ϵͳ�¶�/�� |
ϵͳѹ��/MPa |
��ը���ޣ����%�� |
���� |
���� |
��Ȼ�� |
���� |
1.8 |
5.0 |
15.0 |
|
|
| |
 (��) �ܷ�ʩ������ (��) �ܷ�ʩ������
1. �ܷⷽ��������ȱ�ݳߴ�ϴ��ý����ܷⷨ��
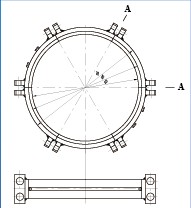
2. �о߽ṹ��ʽ�����ڹܱڸ�ʴ���أ������л������ƣ�Ϊȷ���ܷ�Ч����ƽ������Ӧ���������軷�β�Ƕ��������ܷ���ǿ��������λ��ʩ���о߽ṹ��ʽ����ͼ�� |
|
| |
�����ܷ�о�ͼ |
|
| |
3.�ܷ��ѡ��
��1�������ܷ�ѡ�þ��������Ϊ8mm��Txy-18#Ƭ״�ܷ��;
��2��й©��λ�ܱ��ܷ���ǿ������Txy-8#�ܷ�ע����
4.�ܷ��������
��1���о߰�װ���о��ڳĽ����ܷ�����ڹܵ�й©���Բ�ƴ�ϣ�
��2��������λʹ��й©����о߽ӿڴ������λ90�㣻
��3�����Ƽо�ʹ�串��й©�����ٽ��̶�����˨��
��4����������©���ܱߵ�ע������ע���ܷ���������ܷ���ǿ�� |
|
| |
�ġ��������ܵ� |
|
| |
325�������ܵ�й©����
��һ��ʩ��ǰ����
1.ģ�������ѵʩ����Ա
��1����װʵ����ʩ����ͼ1��
��2����325ʵ��ܵ��������װ�оߣ���ͼ2��
��3��DZˮԱ����½����ѵ����DZ��ˮ��ʩ����
|

ͼ1ʵ��װ�ð�װ |
|
| |
��������ҵ��Ա����ʩ���ֳ� |
|
| |
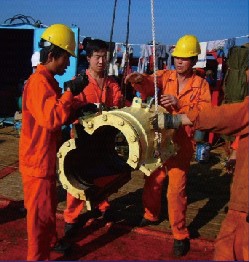 
ͼ2�����װ�о� ͼ3��ҵ��Ա���ֳ�
|
|
| |
����й©�ܷ� |
|
| |
һ�����ڷ���й©�ܷ�
(һ) й©��λ��й©���ʲ�����
1. й©��λ������װ��DN350���ڷ���й©
2. й©���ʲ���������������й©���ʲ��������±���
й©���ʲ���
�������� |
ϵͳѹ��/MPa |
ϵͳ�¶�/�� |
��ը��Χ���ڿ����������/% |
�������/mj |
������� |
���� |
3 |
370 |
4��75 |
0.02 |
0.07 |
(��) �ܷ�ʩ������
1. ����
��1���ܷ�ʩ�����ú�ʽ�о߰���й©���壬�����ܷ�ǻע���ܷ����
��2���о���Ƽ��ؼ��ߴ磺
�� �������γߴ�Ϊ1000��1000��1000�������ĺ�ʽ�оߣ�
�� �˷�弰�����40mm������ΪQ235����
�� ע������ʽ��������M20ע����12����M12��ע����6����
�� ע�������ã�й©��λ�����ע���ף��ܱ߲���M20ע���ס�
2. �ܷ�ע��ѡ�ü�����
��1������Txy-18#ͨ���������ܷ�ע����
��2���ܷ�ע������300kg��
3. ע������
��1������4֧ע��ǹ��������Գ�ע�룻
��2��Զ����й©��λ��ʼע�룬����ע��ѹ����ƽ�Ⱦ���ʩѹ��
��3��ע���ƽ��ٶ����ܷ�ע���̻�ʱ���Э����
��4���ܷ�ע�������̻�������©�㴦ע�룻
��5��й©��λע������ʱ����������ʩѹ������ѹ���Ը���ϵͳѹ����
(��) ��ȫ�����
1. ����������Ͻ����𡢷�ֹ��������͵���ŵ磻
2. �����嵭��������ͼ1����ʹ��ȼ����Ũ�Ƚ������ڱ�ը���ޣ�
3. ���÷�������ʩ����
4. ��ҵ��Ա�������繤�����ͷ�����Ь�� |
|
| |
 
ͼ1 �����嵭����ʾ�� ͼ2 �ֲ���עѹ��
|
|
| |
(��) Ч���۲�Ͳ�עѹ��
���ע�����ܷ�Ч���۲죬�ٽ��оֲ���עѹ������ͼ2��
(��) ʩ�����̿����빤������
1.�о�ѡ������ȷ��
��1���˷�弰���ѡ��Q235-A��
��2�����ݹ�������������40mm��İ�ĺ��ƺ�ʽ�оߡ�
2.��ǿ��ʩ���ܷ�ע��ѡ��
��1��Txy-18#�ܷ�ע�����̻��������ѹ��ǿ���ã�
��2���ܷ�ע�����ܵķ��ӣ���������ǿ�½ṹ�ij�ѹ������
��3�������¶ȿ�ȷ����ǿ���ϳ����ȶ���
3.ע��������ǿ�ȱ���
��1����ʼע�룬���жѹ��ϵͳѹ���ϵͣ�
��2����ϵͳ�¶�Ӱ���£��ܷ�ע����������ת����
��3��ע��������̣��ܷ��ǻ�ݻ���ѹ�������仯��
��4���ܷ�ע���̻����γɵij�ѹ�����ɳе��о߲����غɣ�
��5������ע�뻺��ʩѹ������������ѹʵ��ƽ��ϵͳѹ����
��6���ϸ����ѹ��������ֹ�ֲ���ѹ��ȷ���ṹ�ȶ���
|
|
| |
4.������ɵ�Э����������
����Ŀʩ�����̣�����ȡ����Txy-18#�ܷ���������ص㣬����֮��Ļ������ø���ʵ����Ч��µĹؼ���
|
|
| |
�������ܷ�ʽ��ѹ����й©��� |
|
| |
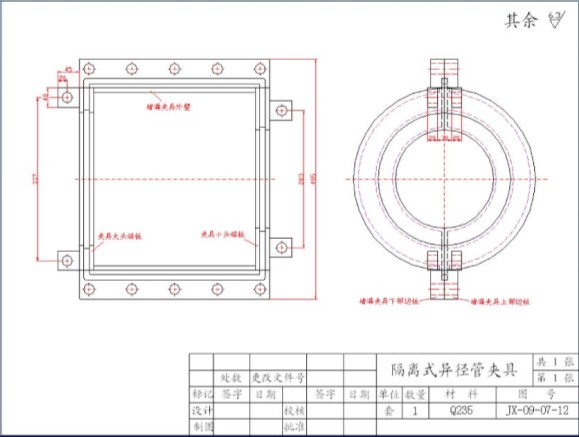
��һ�����ܷⷧ�ṹ��й©��λ
й©��λ����ͼ��1�������Žṹ����ͼ��2����
 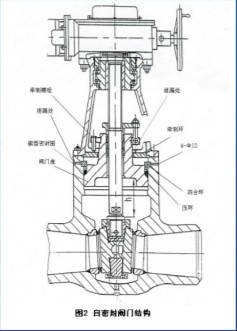
ͼ��1�� ͼ��2�� |
|
| |
�������ܷ�ʩ������
1.���� 12��ͨ���ĺϻ�ע����
��1����²�������
�� ����4�� 12С��������˿��
�� ��˿��װע�䷧��
�� ͨ��ע�䷧�� 3����ͷ�����ĺϻ��������ʣ�
�� ����Ƕ�����˿�������赲��������������ǣ�ư�ļ�϶��
�� �ر�ע�䷧����ע��ǹ��ע���ܷ����
��2��й©���ʲ���
���ʲ���
�������� |
ϵͳ�¶�/�� |
ϵͳѹ��/MPa |
��¯��ˮ |
160 |
14 |
��3���ֳ�ʩ�����ܷ�Ч��
ʩ���ֳ���ҵ��Աע���ܷ���� ���ע����Ч���۲�
 
|
|
| |
2.ֱ��Ш�ε����ע���ܷ�
��1����������
�� ȷ�����λ��
�� ��ס���˿����װM12ע������
�� ͨ��ע������ 3����ͷ��ͨʣ��
�ں��������ʣ�
�� �ر�ע����������ע��ǹ��ע����
�⣻
�� ����й©����ע���ס�
��2���ֳ�ע���ܷ�ʩ��
���λ�ü�ע���ܷ����������ͼ�� |
|
| |
���������з���й©�ܷ⣨ӡ��PT.M.D.ENGIN��
��һ�� й©��λ���������߷����з���й©����ͼ3.1����
������й©���ʲ���
���ʲ���
�������� |
ϵͳ�¶�/�� |
ϵͳѹ��/MPa |
���� |
550 |
11.0 |

ͼ3.1
������ʩ����ȡ��ʩ
1.�����ͷ����оߣ�
2.ѡ��Txy-18#�ܷ����
3. �����о��������Ͷ��Ǻϳ����Ӱ�졣
|
|
| |
�ġ��������Ϻ�й©�ܷ�
(һ) �ܷ�ʩ������
1. ���Ϻ��в���ƫ����ඨλ���ѡ��� 5��ͷ����ɿף�ʣ��(4��5)mm�ں�
2. ����˿װ��ע������
3. ͨ��ע���������ɿף��� 4��ͷ��ʣ��ں��������ʣ�
4. ����ע��ǹ��ע���ܷ������й©��
(��) й©���ʲ���
���ʲ���
�������� |
ϵͳ�¶�/�� |
ϵͳѹ��/MPa |
���� |
480 |
22 |
���������ǰ����ֳ����
 
���ǰ ��º� |
|
| |
|
|
| |